电 话:+86 13313251709
邮 箱:wxjx@vip.163.com
地 址:河北省遵化市团瓢庄乡山里各庄工业园
网 址:www.hbwxgcjx.com
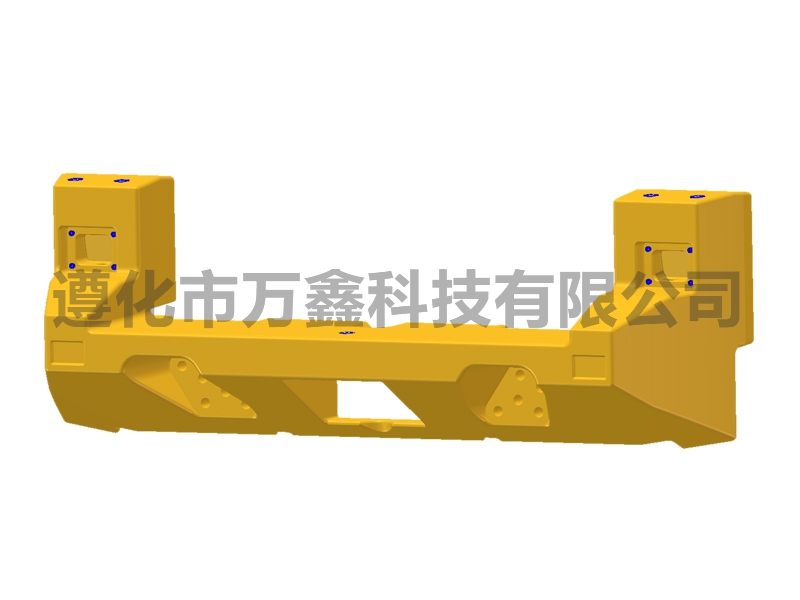
装载机配重铸造生产是一个复杂的多工序组合的工艺过程,它包括以下主要工序:
1)生产工艺准备,根据要生产的部件图、生产批量和交货期限,制定生产工艺方案和工艺文件,绘制铸造工艺图;
2)生产准备,包括准备熔化用材料、造型制芯用材料和模样、芯盒、砂箱等工艺装备;
3)造型与制芯;
4)熔化与浇注;
5)落砂清理与铸件检验等主要工序。
装载机配重铸造生产是将金属加热熔化,使其具有流动性,然后浇入到具有形状的铸型型腔中,在重力或外力(压力、离心力、电磁力等)的作用下充满型腔,冷却并凝固成铸件(或部件)的一种金属成形方法。
装载机配重铸件一般作为毛坯经切削加工成为部件。但也有许多铸件不用切削加工就能符合部件的设计精度和表面粗糙度要求,直接作为部件使用。
铸造可以生产形状复杂的毛坯,适用于生产具有复杂内腔的部件毛坯,如箱体、缸体、叶片、叶轮等。
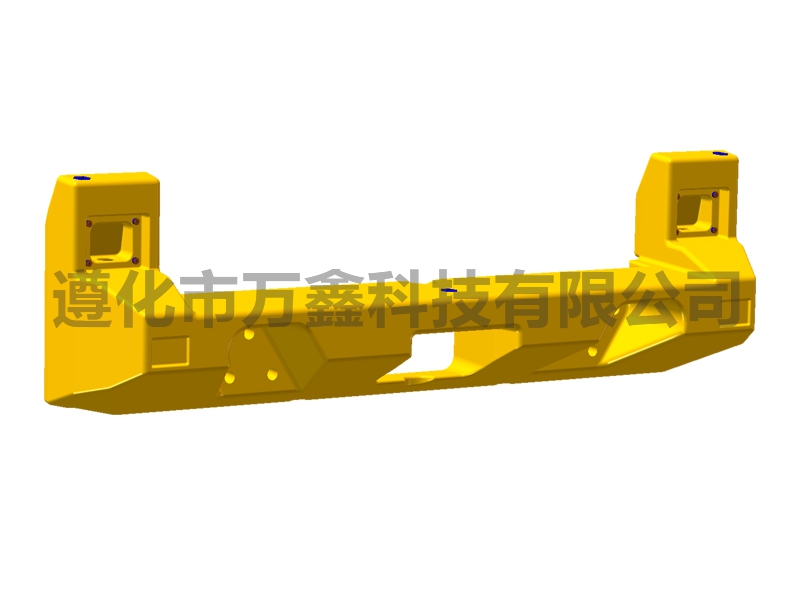
铸件的形状和大小可以与部件很接近,既节约金属材料,又省切削加工工时。
铸件一般使用的原材料来源广、铸件成本低。
装载机配重铸造工艺方便,生产率高,既可以手工生产,也可以机械化生产。



二维码
+86 133-1325-1709
邮箱:wxjx@vip.163.com
地址:河北省遵化市团瓢庄乡山里各庄工业园
技术支持: