电 话:+86 13313251709
邮 箱:wxjx@vip.163.com
地 址:河北省遵化市团瓢庄乡山里各庄工业园
网 址:www.hbwxgcjx.com
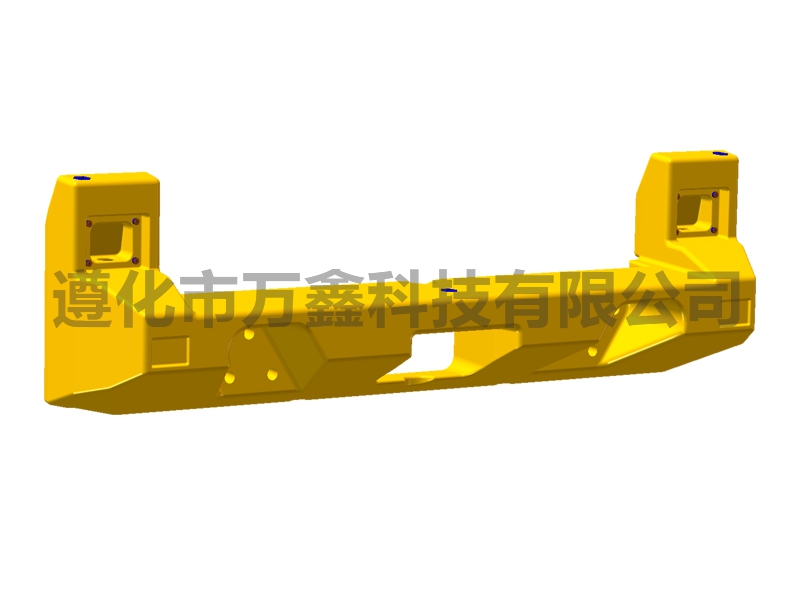
根据装载机配重的方法不同,铸模准备内容也不同。以砂型装载机配重铁为例,铸型准备中包含造型材料准备和造型造芯两个方面的工作。砂型重锤铁中用于造型造芯的原材料,例如配重铁砂、铸件砂型粘接剂和其他辅助材料,由它们调合而成的铸件砂、芯砂、涂料等统称为造型材料,装载机配重造型材料而准备的任务是根据铸件的要求、金属的性质,选择原砂、粘接剂和辅助材料,将它们成比例地混合。
装载机配重块的制作不单单是把金属熔化之后再浇筑成型的过程,包括冶炼过程在内,浇铸金属在温度、化学成分方面都要符合规定的要求才可以。因此,在装载机配重块熔炼中进行以质量管理为目的的检测试验,液态金属达到各规定指标后才可允许浇注。有时,为了达到高要求,装载机配重块金属液从炉中出来后,还需要经过脱硫、真空脱气、炉外精炼、培育或变质处理等炉外处理。熔炼金属的常用设备有电弧炉、冲天炉、感应炉、反射炉、电阻炉等。
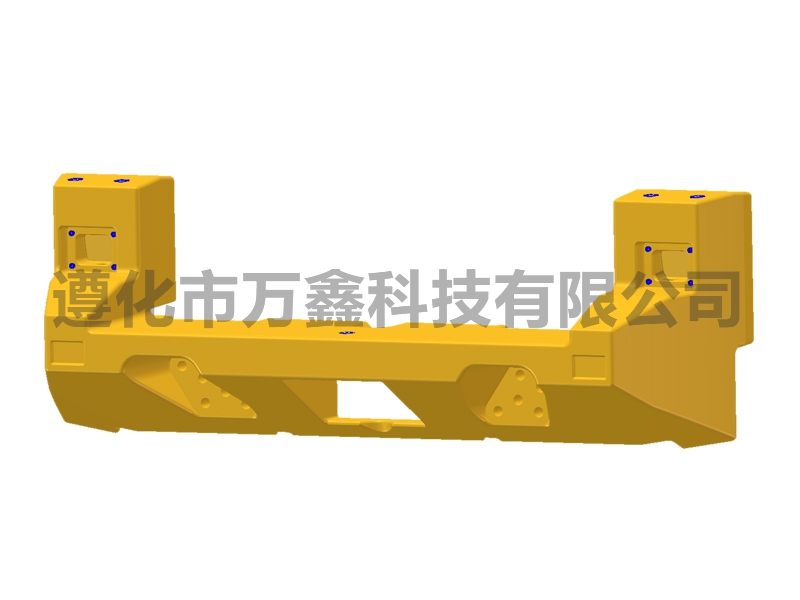
常用的装载机配重混砂设备有轮式混砂机、逆流式混砂机、叶片槽式混砂机。后者是为了混合化学硬砂而修订的,连续混合,速度快。装载机配重块造型造芯是根据装载机配重工艺的要求,修改造型方法,在准备造型材料的基础上进行的。
装载机配重铸件精度生产过程的经济优点主要依赖于该工序,常用的砂型造型造芯设备有高、中、低压造型机、抛砂机、无箱注塑机、注塑芯机、冷和热芯箱机等。在许多现代化的装载机配重厂,造型造芯已经机械化或自动化。



二维码
+86 133-1325-1709
邮箱:wxjx@vip.163.com
地址:河北省遵化市团瓢庄乡山里各庄工业园
技术支持: