电 话:+86 13313251709
邮 箱:wxjx@vip.163.com
地 址:河北省遵化市团瓢庄乡山里各庄工业园
网 址:www.hbwxgcjx.com
有些铸件因要求,还要经铸件后处理,如热处理、整形、防锈处理、粗加工等.装载机配重是比较经济的毛坯成形方法,对于形状复杂的零件更能显示出它的经济性.如汽车发动机的缸体和缸盖,船舶螺旋桨以及精致的艺术品等.
有些难以切削的零件,如燃汽轮机的镍基合金零件不用配重铁方法无法成形.另外,配重铁的零件尺寸和重量的适应范围很宽,金属种类几乎不受限制;零件在具有一般机械性能的同时,还具有耐磨、耐腐蚀、吸震等综合性能,是其他金属成形方法如锻、轧、焊、冲等所做不到的.
因此在机器制造业中用配重铁方法生产的毛坯零件,在数量和吨位上迄今仍是最多的.配重铁生产经常要用的材料有各种金属、焦炭、木材、塑料、气体和液体燃料、造型材料等.所需设备有冶炼金属用的各种炉子,有混砂用的各种混砂机,有造型造芯用的各种造型机、造芯机,有清理铸件用的落砂机、抛丸机等.
还有供特种配重铁用的机器和设备以及许多运输和物料处理的设备.配重铁生产有与其他工艺不同的特点,主要是适应性广、需用材料和设备多、污染环境.配重铁生产会产生粉尘、有害气体和噪声对环境的污染,比起其他机械制造工艺来更为严重,需要采取措施进行控制.
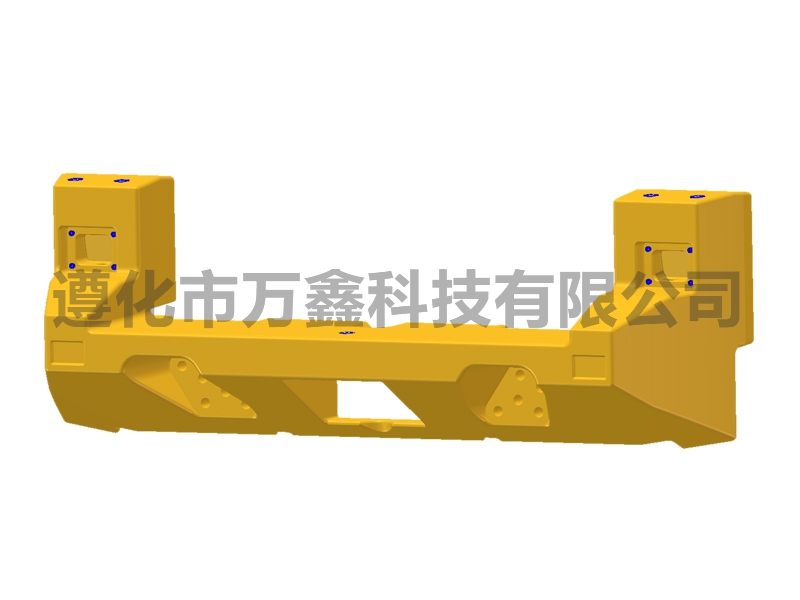
机械配重铁用于增加自身重量来保持平衡的重物,是将喷丸机熔炼成符合 要求的液体并浇进铸型里,经冷却凝固、清整处理后有预定形状、尺寸和性能的铸件的工艺过程。
重工业配重铁一般按造型方法来分类,习惯上分为普通砂型配重铁和特重铁。普通砂型配重铁包括湿砂型、干砂型、化学硬化砂型三类。特种配重铁按造型材料的不同,又可分为两大类:一类以 矿产砂石作为主要造型材料,如熔模配重铁、壳型配重铁、负压配重铁、泥型配重铁、实型配重铁、陶瓷型配重铁等;一类以金属作为主要铸型材料,如金属型配重铁、离心配重铁、连续配重铁、压力配重铁、低压配重铁等。重工业配重铁工艺可分为三个基本部分,即配重铁金属准备、铸型准备和铸件处理。



二维码
+86 133-1325-1709
邮箱:wxjx@vip.163.com
地址:河北省遵化市团瓢庄乡山里各庄工业园
技术支持: